Views: 0 Author: Site Editor Publish Time: 2026-05-06 Origin: Site










You can see many main types of metal stamping processes used today:
Progressive die stamping
Transfer die stamping
Four-slide stamping
Deep draw stamping
Metal stamping changes metal into parts we use daily. This industry uses 32.5 million tons of metal every year. It is worth more than $250 billion. You should learn about each stamping method. This helps you pick the best metal stamping process for your project. The right metal stamping design can make better parts and save money in production.
Learn about the four main types of metal stamping. These are progressive die, transfer die, four-slide, and deep draw. Each type works best for different jobs.
Pick the right metal stamping process for your part. Think about the shape, size, and material of your part. This helps save time and money.
Progressive die stamping is great for making many parts fast. It is very accurate and does not waste much material.
Transfer die stamping is good for making tricky shapes. It lets you change designs quickly. This makes it useful for many uses.
Deep draw stamping is best for strong, hollow parts. These parts must not leak. It is used for cars and things people use every day.
Progressive die stamping is a very common process in factories. This method uses a special die with many stations. Each station does a different job as the metal strip moves. Here is how the process works step by step:
Teams make detailed plans using CAD software.
You pick the best material for your part.
Toolmakers build a die with several stations.
Workers set up the die in the press machine.
The machine pushes raw material into the die.
The press does many jobs as the material moves forward.
Quality control checks if each part meets standards.
Final checks and finishing steps get the parts ready.
Workers package and send out the finished products.
Progressive die stamping lets you finish many steps without taking out the workpiece. This makes it great for making lots of parts fast.
You get many good things when you use progressive die stamping. Here is a table showing the main advantages:
Benefit | Description |
|---|---|
You get fast production with little downtime and lots of output. | |
Cost-Effective | Automation lowers labor costs and cuts down on waste. |
Precision | The process keeps tight tolerances and quality stays the same. |
Complex Parts | You can make complex shapes in one step, saving time and resources. |
Low Scrap Rates | The process makes less waste and uses materials well. |
Scalability | You can easily make more parts if demand goes up. |
Progressive die stamping is known for its speed and saving money. This method also helps the environment by making less waste.
Many industries use progressive die stamping for their products. You will see this process used in:
Automotive: Engine brackets, body panels, gear parts, and structural parts.
Electronics: Connectors, terminals, housings, and circuit board parts.
Aerospace: Light brackets, shims, and strong parts for planes.
Consumer goods: Appliance parts, tools, and other everyday items.
Medical: Small containers, brackets, and surgical tools.
Construction: Fasteners, fittings, and structural parts.
Progressive die stamping helps make high-quality parts for many fields. This process lets you meet strict standards and make lots of parts quickly.
Transfer die stamping is a flexible way to make parts. You start by cutting each metal piece from the strip. This lets you treat every part by itself. The metal goes through different stations. Each station shapes or forms the part. There are no breaks between stations. New metal comes into the system right away. This process is not like progressive die stamping. In progressive die stamping, the metal strip stays together until the end.
Tip: Transfer die stamping is good for parts with deep draws or tricky shapes.
Here is a table that shows how transfer die stamping and progressive die stamping are different:
Feature | Transfer Die Stamping | Progressive Die Stamping |
|---|---|---|
Separation of Parts | Parts are cut from the strip at the start | Strip stays together through all stations |
Treatment of Parts | Each part is handled alone | Parts stay connected until the process ends |
Operation Flow | No breaks; new metal comes in fast | Continuous work with many stamping stations |
Efficiency | Cuts down run time and tooling costs | High automation and lots of parts made |
Complexity of Designs | Good for tricky designs like knurls and threads | Great for making complex, precise parts in big batches |
Transfer die stamping gives you many benefits. It can handle tricky shapes and deep draws better than other methods. You can make parts with knurls, threads, or special features. The loose blank lets metal move in any direction. This helps with deep drawing. Transfer die stamping works well for making lots of parts. You can change designs or tools quickly. This gives you great flexibility.
Handles tricky shapes and deep draws
Lets you change production easily
Cuts tooling costs and run time
Works well for making lots of parts
Transfer die stamping helps make parts for many industries. You see it used in cars, appliances, factories, and plumbing. Here is a table showing where transfer die stamping is used:
Industry | Applications |
|---|---|
Automotive | Engine oil pans, transmission pans, pillars, beams, suspension parts, heat shields, exhaust parts |
Appliance | Washing machine drums, compressor housings, freezer liners, sinks, microwave oven cavities |
Industrial & Commercial | Fire extinguisher cans, pressure vessel shells, motor housings, air brake diaphragms, filter housings |
Plumbing and Hardware | Faucet bodies, valve housings, shower heads, decorative shells for hardware |
Transfer die stamping is good for making strong parts with exact features. This process gives you reliable results for many products.
Four-slide stamping helps make parts with hard shapes. The machine works from four sides at the same time. Each shaft has a tool that hits the metal. This makes the part very exact. The machine can stamp and bend in one cycle. This saves energy and makes less waste because many steps happen together.
Here is a table that explains how four-slide stamping works:
Mechanical Action | Description |
|---|---|
Four Directions | The machine bends and shapes metal from four sides for detailed designs. |
Multi-Slide Operation | Each shaft hits the metal, so all sides get worked on. |
Single Cycle Efficiency | Many stamping and bending steps happen in one cycle. |
Versatility | You can use many materials and make shapes with lots of angles. |
Design Flexibility | You can switch tools to change designs while making parts. |
Cost Efficiency | You make less waste and spend less on tools. |
Speed | The machine works fast, so you finish parts quickly. |
You can change the design by swapping out a tool. This makes it easy to adjust during production.
Four-slide stamping has many good points. You can make parts with hard shapes and small details. The process does many jobs in one setup. This means you make parts faster and spend less money. You do not need many extra steps, so you save time and work. The machine works quickly, so you get parts fast. You can also change designs easily, which keeps production smooth.
You can make shapes with many bends and angles.
You get fast production and lower costs.
You save time and money by skipping extra steps.
You can change designs without stopping the machine.
Tip: Four-slide stamping lets you make parts with many bends in one cycle.
Four-slide stamping is used in many fields. Car makers use it for brackets and clips. Electronics companies use it for circuit breakers and coils. Medical and airplane companies use it for springs and flat parts. Builders use it for special clips and brackets.
Automotive industry
Electronics industry
Medical industry
Aerospace industry
Architecture industry
Parts made with four-slide stamping include brackets, circuit breakers, springs, coils, flat springs, and clips. Metal stamping helps make these parts fast and very exact. The process is good for making lots of parts and gives steady results.
Deep draw metal stamping makes hollow shapes from flat metal sheets. The process turns a blank into things like cylinders or boxes. First, you get a blank with exact measurements. Designers use computers to plan the shape and build the die and punch. Lubricants help the blank slide and stop damage. You clamp the blank and push it into the die. The metal stretches and forms a deep, smooth part. Afterward, you cut extra material and smooth the surface. Deep draw stamping keeps the metal thick and makes strong parts that are light.
Drawing turns flat metal into hollow shapes.
You keep the thickness and get strong parts.
Deep drawing is good for making precise and leak-proof parts.
Note: Deep draw metal stamping lets you make parts deeper than they are wide. You can make complex shapes without seams.
Deep draw metal stamping gives you many good things. The process stretches metal, so parts are flexible and strong. You get parts that last a long time. Deep drawing is great for making lots of parts, so you save money. You get seamless parts, so there are fewer weak spots and they last longer. The process uses metal well and lowers tool costs. You also get parts with smooth insides and even walls. This is important for fuel tanks and airplane parts.
Strong and reliable parts
Good for making many parts fast
Seamless shapes that last longer
Smooth insides and even walls
Less waste and lower tool costs
Tip: Deep draw stamping is best for parts that hold liquids or need to handle pressure.
Deep draw metal stamping is used in many industries. Car makers use it for exhaust parts, fuel systems, oil and engine parts, sensors, and safety items. Makers of consumer goods use it for kitchen appliances, cookware, home fixtures, and electronics.
Industry | Common Applications |
|---|---|
Automotive | Exhaust parts, fuel systems, oil and engine parts, sensors, and safety items |
Consumer Goods | Kitchen appliances, cookware, home fixtures, and electronics |
You pick deep draw metal stamping when you need strong, leak-proof parts for cars, appliances, and electronics. This process helps you meet strict rules and make high-quality products.
You need to follow several steps to make good parts with custom metal stamping. Each step changes the metal and adds things that help it work better and look nicer. All these steps work together to make strong and exact products.
Blanking is the first cutting step in metal stamping. You cut the metal sheet into a certain shape before you start forming or stretching it. A blanking die cuts the metal and makes a flat blank. This step gives you a blank with the same cross-section every time. You can use metals like carbon steel, stainless steel, aluminum, copper, brass, and titanium for blanking. You must pick the right metal for the strength and toughness you want.
Blanking is important for custom metal stamping. You get a blank with the right size, so you do not make mistakes later.
You can get very close measurements during blanking. The table below shows the usual ranges:
Dimension | Tolerance Range | Details |
|---|---|---|
Linear Dimensions | ±0.05 mm to ±0.25 mm (±0.002 in to ±0.010 in) | Depends on part size, complexity, and material |
Hole Diameter | ±0.05 mm to ±0.15 mm (±0.002 in to ±0.006 in) | Varies with hole size and depth |
Thickness | ±0.05 mm to ±0.10 mm (±0.002 in to ±0.004 in) | Consistency is crucial |
Angle | ±1° to ±3° | Changes with bending or forming operations |
Form Features | ±0.25 mm to ±0.50 mm (±0.010 in to ±0.020 in) | Depends on complexity and geometry |
Hole-to-Hole Distance | ±0.25 mm to ±0.50 mm (±0.010 in to ±0.020 in) | Critical for assemblies and fit |
Edge-to-Hole Distance | ±0.25 mm to ±0.50 mm (±0.010 in to ±0.020 in) | Ensures proper clearance and alignment |
Edge-to-Edge Distance | ±0.25 mm to ±0.50 mm (±0.010 in to ±0.020 in) | Maintains part geometry and fit |
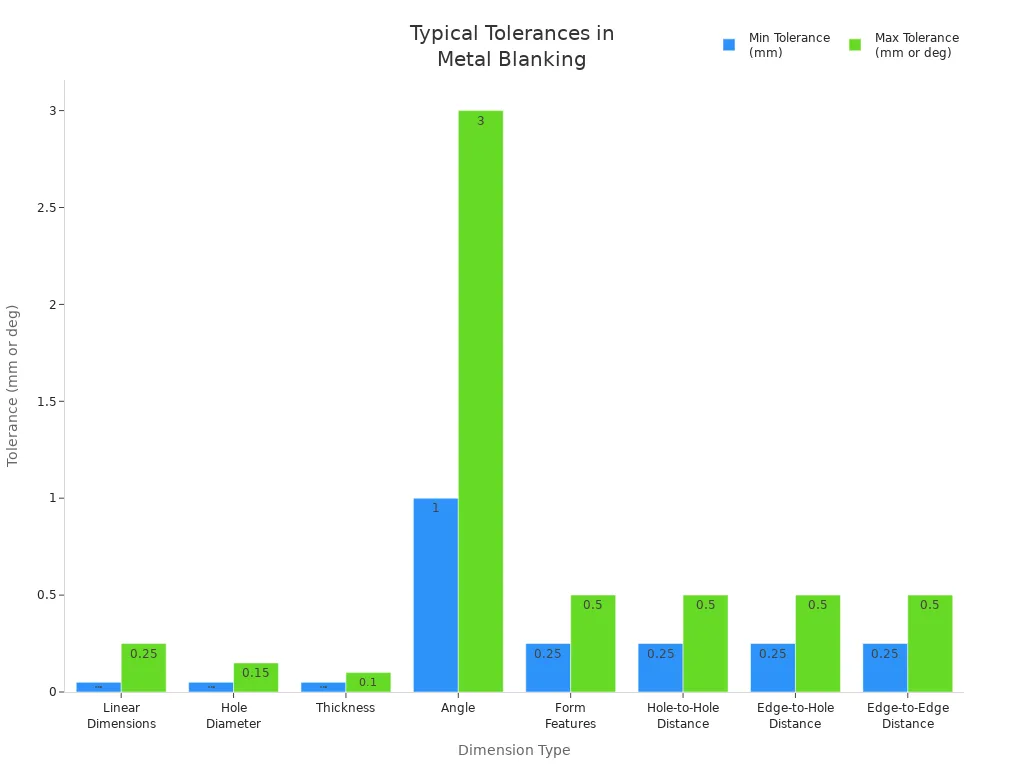
You have to control blanking measurements so the final part fits and works right. This step is very important for custom metal stamping jobs.
Piercing puts holes, slots, or shapes into the blank. You use a punch and die to make these features. Piercing is a cutting step that adds things like screw holes or slots. You must plan these features well. If you put holes too close to the edge or bends, the part gets weak. You need enough metal around each hole to stop bending or breaking.
Tip: Put holes in the right place during piercing to keep your part strong and stop too much stretching.
You might see problems during piercing. The table below shows common problems and how to fix them:
Defect Type | Causes | Mitigation Strategies |
|---|---|---|
Burrs | Incorrect punch and die clearance, worn punches | Maintain proper clearance, sharpen or replace tools |
Poor cut edge quality | Die clearance issues, dull cutting edges | Optimize clearance, keep tools sharp, inspect edges |
Cracks | Small punch radius, excessive forming depth | Increase bend radii, use ductile materials, improve lubrication |
You need to watch piercing closely to stop problems and keep the part strong. Custom metal stamping needs careful piercing to add features and keep the part tough.
Drawing changes a flat blank into a hollow shape. You use a punch to pull the metal into a forming die. This step uses both stretching and pressing. You can make deep, cup-shaped, or box-shaped parts. Drawing keeps the metal thick and makes parts that are always the same. You use drawing for car parts, airplane parts, electronic relays, and kitchen tools.
You must pick the right metal for drawing. Ductility, yield strength, hardness, and rust resistance are important. You use a blank holder to control how the metal moves and stop wrinkles or cracks. Draw ratios and wall thickness matter. High draw ratios can make the metal thin, and low ratios can cause wrinkles.
Drawing is a cheap way to form metal for big custom metal stamping jobs. You get strong, light parts with exact shapes.
Bending shapes the metal at a certain angle and curve. You use force to make V, U, or channel shapes. Bending is needed for brackets, boxes, and frames. You must think about how thick and what kind of metal you use to stop cracks or springback. There are different ways to bend metal:
Bottom pressing: You press the part against the bottom of a V or U-shaped die. This makes exact bends and less springback.
Air bending: The part does not touch the bottom of the die. You get sharper bends but not as much accuracy.
Metal coining: You press the part between punch and die with a lot of force. This gives very exact bends and stops springback.
Metal flanging: You use a forming punch to make bends at a right angle. You change the die and punch angles to fix springback.
You can have problems when bending. Springback, wrinkles, cracks, surface marks, bending marks, and bent shapes can happen. You fix these by bending more than needed, using special tools, making the bend bigger, heating the metal, or using coatings.
Bending helps you make hard shapes in custom metal stamping. You must control stretching and cutting to keep parts strong and correct.
Forming is a bending step that makes parts with many bends at once. You can make U-bends or other shapes fast. Forming is not the same as bending, which makes one bend, or drawing, which makes deep shapes. You use forming to add more shapes and features to your part.
The table below shows how forming, bending, and drawing are different:
Process Type | Description |
|---|---|
Forming | Bending process for multiple bends in one step, like U-bends |
Bending | Creates a single bend in the metal |
Drawing | Transforms flat strip into deep recessions through repeated actions |
You can use forming methods like punching, blanking, embossing, coining, flanging, progressive die stamping, deep drawn metal stamping, transfer die stamping, and four-slide stamping. Forming lets you do many jobs, change designs, work fast, and save money.
Forming is important for custom metal stamping. You can shape metal by stretching, cutting, and bending to make hard designs.
Trimming cuts off extra metal from the stamped part. You use pinch trimming after main steps like drawing or punching. Trimming is a cutting step that makes the size more exact. You get rid of extra metal that could mess up the part.
Trimming makes sure your custom metal stamping parts have the right size. You get smooth edges and exact shapes.
Finishing makes the stamped part look and work better. You can use heat treating, chromate, zinc plating, e-coating, powder coating, anodizing, cleaning, and deburring. Finishing makes the part harder, stops rust, helps electricity flow, and makes the surface smooth. You take away rough spots, sharp edges, and bumps so it is easier to put together.
Heat treating makes parts harder and stronger.
Chromate and zinc plating stop rust.
E-coating and powder coating give strong finishes.
Anodizing stops rust and helps coatings stick.
Cleaning and deburring make parts safe and smooth.
Finishing is the last step in custom metal stamping. You add or change finishes to make the part better and look nicer.
You must do each step carefully in metal stamping. Blanking, piercing, drawing, bending, forming, trimming, and finishing all work together to make strong and exact parts. You use stretching, cutting, punching, and coining to shape metal and add features. Custom metal stamping lets you make many different parts with good quality.
Each metal stamping process is good for certain shapes and jobs. Progressive die stamping is best for making lots of parts fast. Transfer die stamping works well for deep draws and hard shapes. Four-slide stamping is used for parts with many bends. Deep draw stamping makes strong, hollow parts. To pick the right process, you should think about the material, how thick it is, how it will work, and how much it costs. The table below tells you what to check:
Criteria | Description |
|---|---|
Material properties | Check strength, elasticity, conductivity, heat capacity, corrosion resistance, weldability, machinability, and formability. |
Thickness and width of material | Make sure the material fits your design and works in your application. |
Performance in application | See how the part will work in its real environment. |
Cost considerations | Pick materials that fit your budget and are easy to get. |
Metal stamping is used in cars, electronics, and home appliances. If you are not sure what to do, ask an expert for help.
Metal stamping shapes flat metal sheets into parts using dies and presses. You can make many parts quickly. This process helps you get strong and exact products for cars, electronics, and appliances.
You should look at your part’s shape, size, material, and how many you need. Progressive die stamping works best for large batches. Deep draw stamping fits hollow parts. Ask an expert if you are unsure.
Yes! You can create custom shapes and features. Designers use CAD software to plan your part. Toolmakers build special dies for your needs. You get parts that fit your project exactly.
You can use steel, aluminum, copper, brass, and titanium. Each metal has different strengths and uses. Pick the material that matches your part’s job and budget.
Finishing makes your part stronger and stops rust. You can use coatings, plating, or heat treating. This step helps your part last longer and look better.


