Structural Features of Multi-link Eccentric Punching Machine:
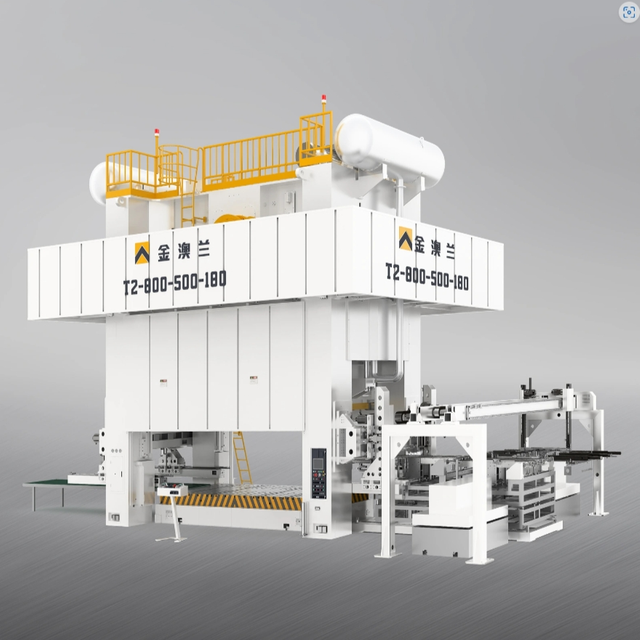
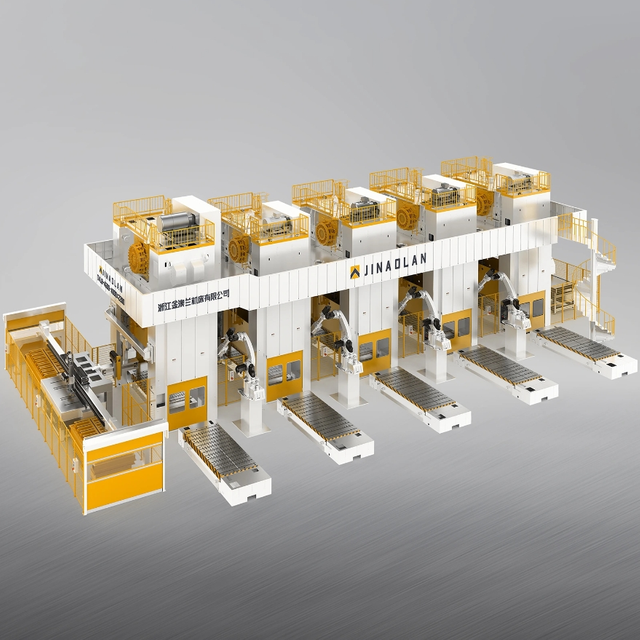
1.Can be installed with automatic conveyor
In order to adapt to progressive stamping and multi-station stamping, the press has a large side window on the body, which can be installed with automatic conveyor for automated production, or with the uncoiling leveling feeder for progressive stamping.
The press has a long working table which can be suitable for the progressive die with 12 to 14 working stations.
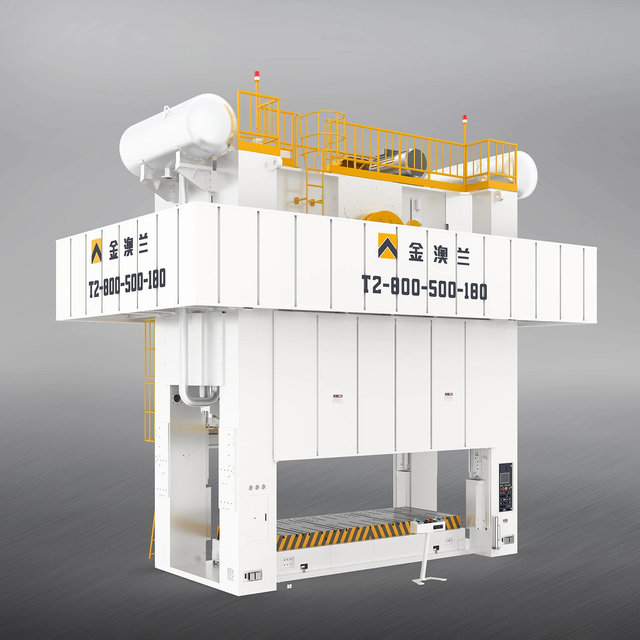
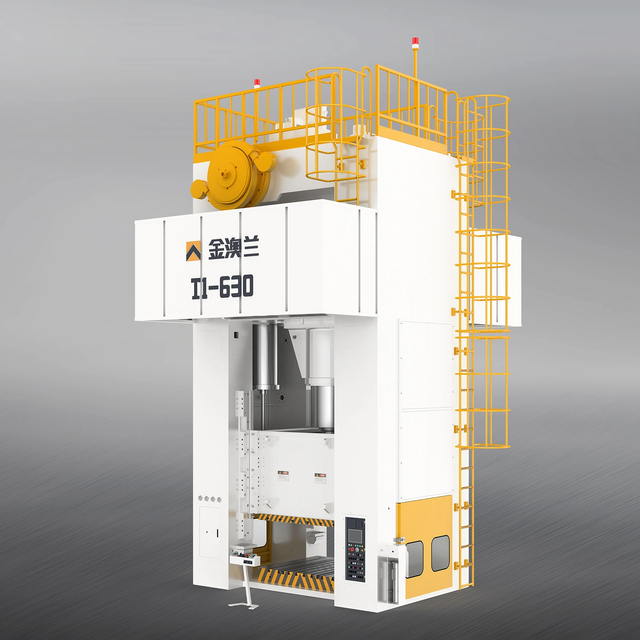
2.The whole body of the press adopts the overall welded structure.
The finite element analysis is used to optimize the design of the frame, improve the rigidity, reduce the vibration during the blanking and increase the life of the die.In addition to the high rigidity of the frame, the precision long slider guide is the key of prolonging the life of the mold and producing precision stamping parts.
The eight-sided guide rail of the machine is adopted. In order to ensure the precision of the guide, the slider adopts finite element analysis to improve the rigidity of the guide rail.
3.Compared with the ordinary press, the multi-link press reduces the slider working speed and increases the speed at which the slider approaches the workpiece and the return stroke.
In fact, the number of strokes per minute of the press is limited by the impact of the mold and the workpiece and the allowable stretching speed of the material.
Since the multi-link transmission can reduce the slider working speed by 50%, productivity can be increased by 2 times compared to conventional crank presses.
The working speed of the slider is low when the multi-link press is working, which provides better working conditions for the stretching process, so that the stretched parts with large stroke can be produced on the mechanical press; In the shallow drawing, bending, flanging, pressing in printing and other processes, the lower working speed allows the metal to flow more time, reducing the material rebound, and the precision of the stamped parts is better; In the blanking process, the lower slider speed reduces the impact on the mold, which will reduce noise and vibration of the press, extend the life of the mold.
4.The multi-link press is equipped with automatic control system
the system has integrated all the functions of clutch-brake control and its monitoring, crank angle display, electronic cam, die height display, tonnage monitoring, lubrication detection and control, die monitoring (Functions such as feeding, mis-feeding etc.).
LCD display press operating status, including press operating mode, crankshaft running speed, main motor steering, speed, overload, machine abnormalities (including mis-feeding, no material, insufficient air pressure, photoelectric devices, etc.), all can be used in LCD. It shows that if an abnormal situation occurs, the alarm will be output immediately, and the important abnormality will automatically stop.
5.Automatically correct the braking angle
Clutch-brake control can automatically correct the braking angle to ensure that the slider stops within the limited range of top dead center under the factors of main motor speed change and friction plate wear.
It has a 90 degree test to provide a basis for determining the braking effect of the brake. According to the number of work, each stop angle and braking time, the friction plate wear condition can be provided, which provides a basis for the user to replace the friction plate.
6.The LCD screen
The electronic cam opening/closing angle is set and monitored by the LCD screen, easy and convenient to operate. The number of cams can be expanded as needed.
7.The die height monitoring system
The die height monitoring system displays the die height in real time and can set the upper and lower limits of the die height.
8.The press adopts digital tonnage monitoring system
Which can sample the strain of the press body through the strain sensor, accurately and quickly display the working tonnage of the press, built-in overload alarm, and set the load control window (up and down load Limit) to ensure that the processing load is within the control range, once it is exceeded, alarm immediately occurs and machine stops to protect the press, extend the service life of the mold, and ensure the consistency of the quality of the stamped workpiece.